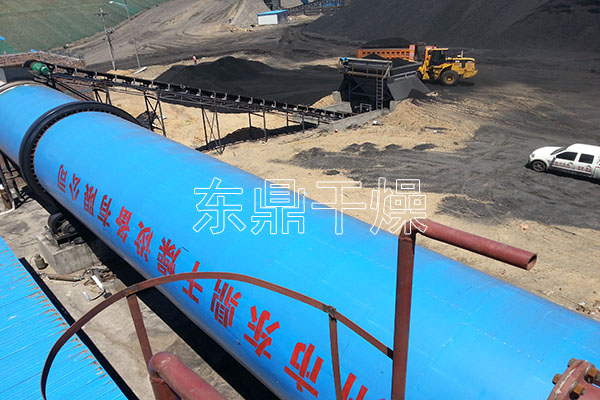
在焊接煤泥烘干机设备现场如何防止金属飞溅,东鼎干燥告诉您具体注意事项
1) 正确选择工艺参数,焊接电弧电压:在电弧中对于每种直径焊丝其飞溅率和焊接电流之间都存在着一定规律。在小电流区,短路过渡飞溅较小,进入大电流区(细颗粒过渡区)飞溅率也较小。
2) 焊枪角度:焊枪垂直时飞溅量降低,倾向角度越大飞溅越大。焊枪前倾或后倾应该不超过20度。
3) 焊丝伸出长度:焊丝伸出长对飞溅影响也很大,焊丝伸出长度从20增至30㎜,飞溅量增加约5%,因而伸出长度应尽可能缩短。
国内专业煤泥烘干机设备厂家之一,始终坚信产品品质是企业的生命线,追求 品质,是我们长期目标。

上一篇:当前国内几种褐煤烘干机提质技术分析

返回列表

下一篇:褐煤烘干机制作工艺之平焊技术要点

 在线客服
在线客服 电话咨询
电话咨询